As a leading provider of drive technology for material extraction we are very familiar with all the requirements of mine operation. Whether it is over long distances, in confined space conditions or in hot, arid mountainous areas, extreme conditions are the right work environment for our Flender gear units for cement and mining, because our solutions are 100 per cent designed to cope with anything they are put through.
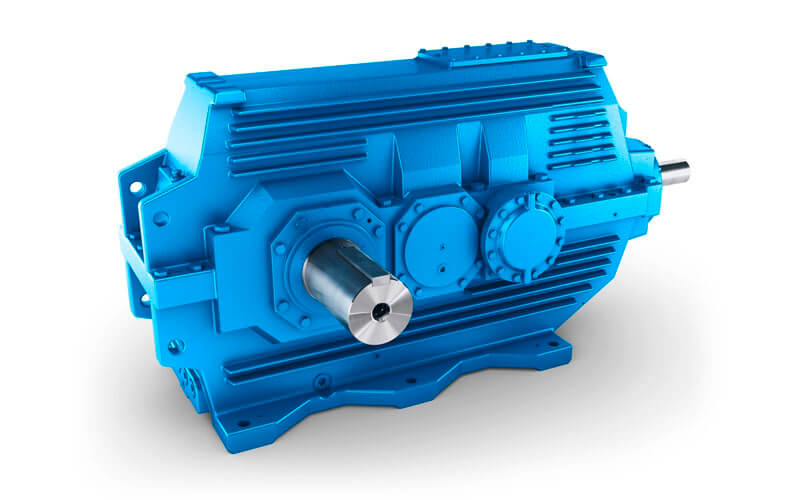
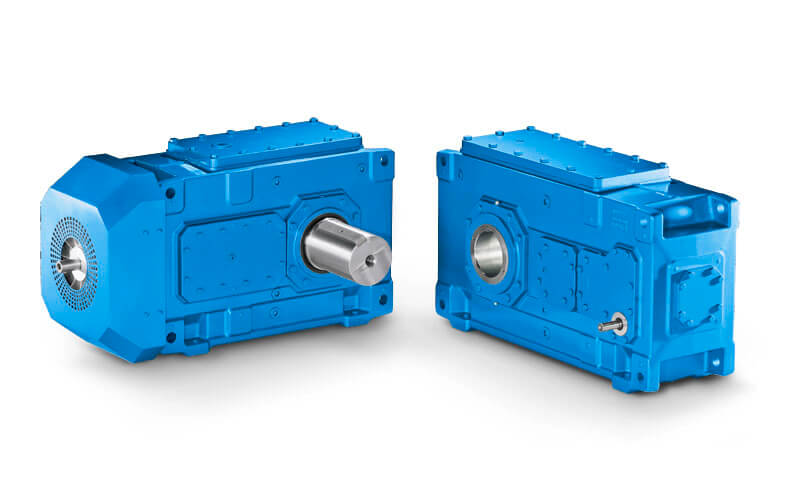
The comprehensive modular system for all drive requirements – Flender gear units for conveyor belts H series
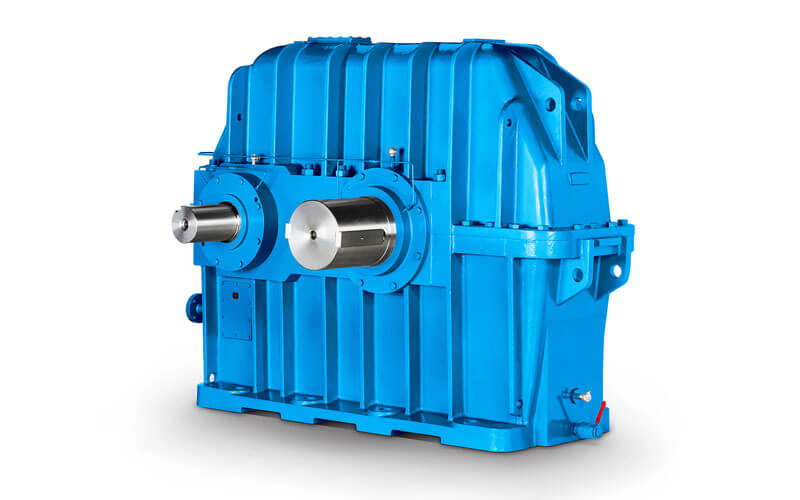
Our special solution for difficult environmental conditions – Flender gear units for conveyor belts E series
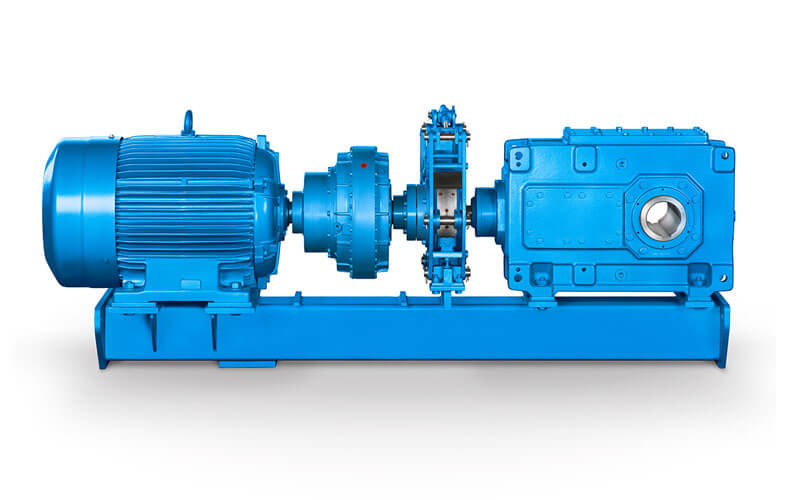
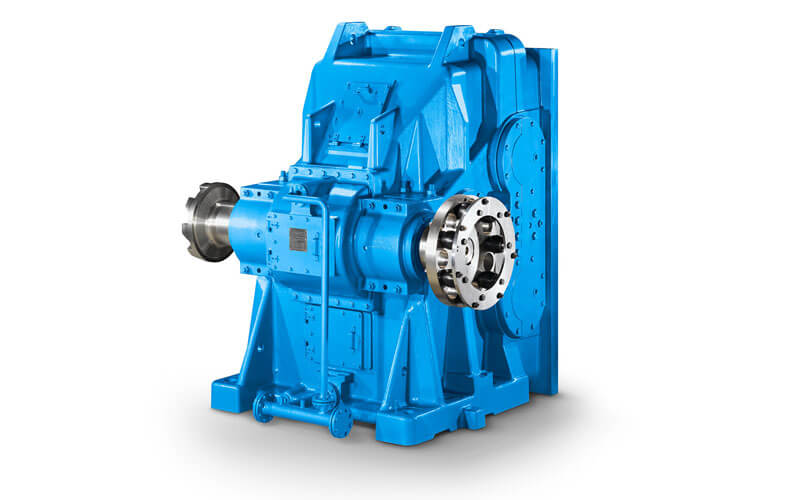
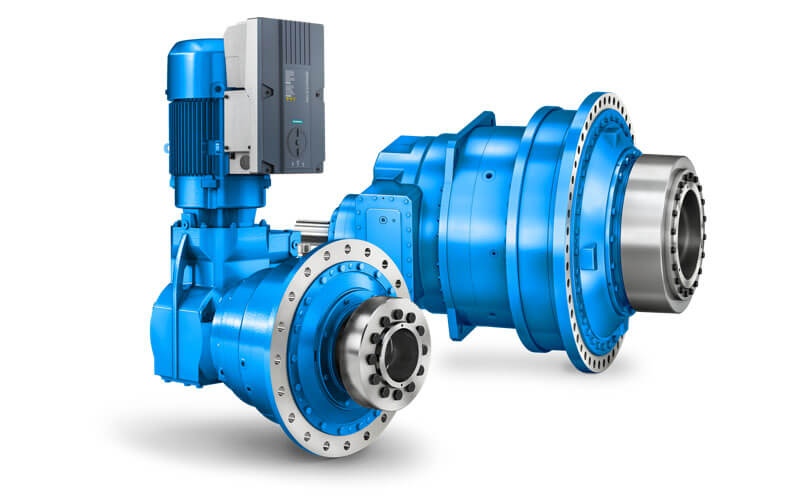
The ready-assembled complete system for confined spaces – Flender gear units for conveyor belts A series